Industrial Engineering System Architecture (ISA-95)
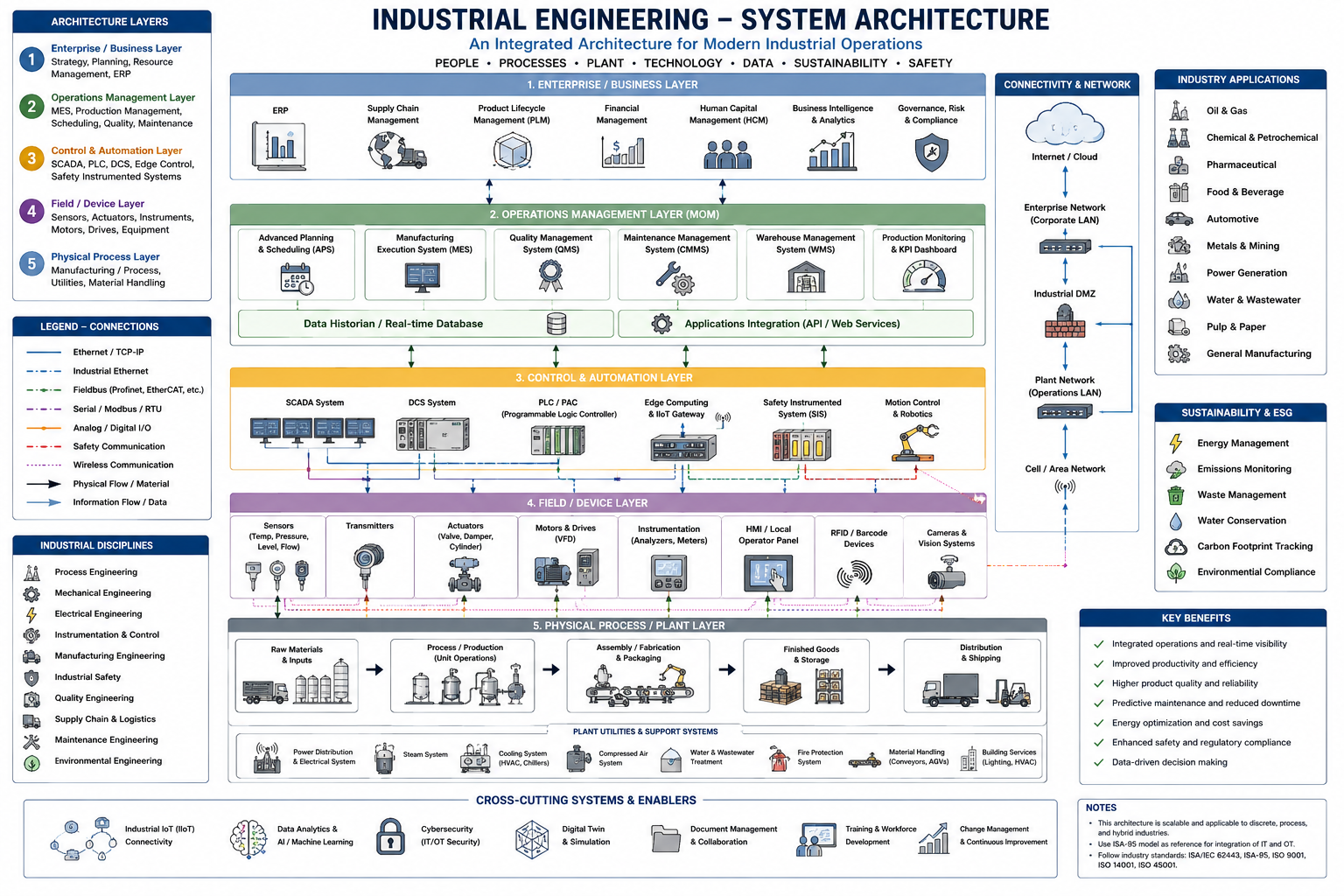
An integrated, end-to-end architecture for modern industrial operations — organized as the ISA-95 / Purdue automation pyramid. From the enterprise/business layer (ERP, SCM, PLM) down through operations management (MES, QMS, CMMS), control & automation (SCADA, DCS, PLC, SIS), the field/device layer (sensors, drives, vision), and the physical process & plant utilities — plus the connectivity, sustainability, and cross-cutting enablers (IIoT, analytics, cybersecurity) that tie it together. Hover, tap, or focus any component or connection for its description and standard reference.
Hover, tap, or focus any component on the drawing (or a circuit below it) for details. Click to pin; move away or click again to clear.
Component Reference
Every component in the diagram above, grouped by layer of the ISA-95 automation pyramid, with its role and the relevant standard.
Enterprise / Business Layer (Level 4)
ERP — Enterprise Resource Planning
The system of record for finance, procurement, materials, orders, and master data. ERP (SAP, Oracle, Microsoft Dynamics) runs MRP/MRP-II to turn the demand plan into purchase and production orders, then hands schedules down to the operations layer and receives back actuals for costing.
📘 ISA-95 Level 4 (IEC 62264)Supply Chain Management
Plans and coordinates the flow of materials from suppliers through the plant to customers — sourcing, demand/supply balancing, transportation, and distribution. Drives safety-stock and reorder policy and feeds the warehouse and shipping operations downstream.
📘 ISA-95 Level 4Product Lifecycle Management (PLM)
Manages product definition, BOMs, CAD/engineering data, revisions, and change control across the full lifecycle. PLM keeps the as-designed, as-planned, and as-built views in sync so manufacturing builds the right revision.
📘 ISO 9001 §8.3 (Design Control)Financial Management
General ledger, cost accounting, and capital planning. Converts production actuals into product cost, margin, and the financial KPIs that justify lean/Six-Sigma improvement projects and capital equipment decisions.
📘 ISA-95 Level 4Human Capital Management (HCM)
Manages people: staffing, skills/qualifications, time and attendance, and training records. Feeds labor availability and certified-operator data into scheduling, and links to work-measurement standards for capacity planning.
📘 ISO 45001 (workforce/safety)Business Intelligence & Analytics
Aggregates data from ERP, MES, and the historian into dashboards, KPIs, and predictive analytics. Turns raw transactions and time-series into the trends and forecasts that drive executive and operational decisions.
📘 ISA-95 Level 4Governance, Risk & Compliance
Manages corporate policy, enterprise risk, audits, and regulatory/standards compliance (ISO 9001, ISO 14001, ISO 45001, IEC 62443). Ties quality, safety, environmental, and cyber requirements back to documented controls and evidence.
📘 ISO 9001 / 14001 / 45001Operations Management — MOM (Level 3)
Advanced Planning & Scheduling (APS)
Generates feasible, optimized production schedules using finite-capacity logic, sequencing rules, and constraint awareness. Sequences jobs across machines, levels load against the critical path, and reacts to disruptions faster than spreadsheet planning.
📘 ISA-95 Level 3 (Production Scheduling)Manufacturing Execution System (MES)
Executes and tracks production in real time — work orders, dispatching, electronic work instructions, genealogy/traceability, and OEE data collection. MES is the bridge between the ERP plan and the control layer that actually runs the equipment.
📘 ISA-95 Level 3 (IEC 62264)Quality Management System (QMS)
Manages quality plans, inspection results, statistical process control, non-conformances, and corrective/preventive action (CAPA). Enforces the ISO 9001 quality loop and surfaces SPC signals before defects reach the customer.
📘 ISO 9001 (QMS)Maintenance Management System (CMMS)
Computerized maintenance management: asset registry, preventive/predictive maintenance schedules, work orders, spare parts, and reliability history. Supports TPM and condition-based maintenance to cut unplanned downtime.
📘 ISA-95 Level 3 (Maintenance)Warehouse Management System (WMS)
Controls warehouse operations — receiving, put-away, slotting, picking, replenishment, and shipping — often with RFID/barcode scanning and directed task management. Keeps inventory accurate and feeds material to the line just-in-time.
📘 ISA-95 Level 3 (Inventory)Production Monitoring & KPI Dashboard
Visualizes live production performance — OEE, throughput, downtime reasons, scrap, and andon status — on plant and line dashboards. Makes losses visible in real time so teams can react within the shift rather than at month-end.
📘 ISA-95 Level 3 (Performance Analysis)Data Historian / Real-time Database
A high-rate time-series database (e.g. OSIsoft PI, Aspen IP.21) that captures tags from SCADA/DCS/PLC at sub-second resolution. The single source of truth for trends, SPC, OEE, and analytics across the operations and enterprise layers.
📘 ISA-95 Level 3 (Data Collection)Applications Integration (API / Web Services)
The integration layer — APIs, web services, OPC UA, and message brokers (MQTT) — that connects ERP, MES, QMS, CMMS, and the control layer. Standardizes data exchange so the ISA-95 stack interoperates instead of forming silos.
📘 OPC UA (IEC 62541) / B2MMLControl & Automation Layer (Levels 1–2)
SCADA System
Supervisory Control and Data Acquisition: HMIs, alarming, trending, and remote control across geographically distributed assets. SCADA polls RTUs/PLCs over the operations network and gives operators the plant-wide window into the process.
📘 ISA-95 Level 2 / IEC 62443DCS System
A Distributed Control System for continuous and batch process plants — redundant controllers, integrated HMI, and tightly coupled regulatory and advanced process control. Favored where the process is large, continuous, and safety-critical.
📘 ISA-88 (Batch) / ISA-95 Level 2PLC / PAC (Programmable Logic Controller)
Programmable Logic Controllers / Programmable Automation Controllers execute deterministic ladder, function-block, or structured-text logic to control machines and discrete processes. The workhorse of factory automation, scanning I/O in milliseconds.
📘 IEC 61131-3 (PLC languages)Edge Computing & IIoT Gateway
Edge gateways collect data from controllers and sensors, run local analytics/ML, and securely bridge OT protocols up to cloud and enterprise systems. They reduce latency and bandwidth while enforcing the IT/OT boundary.
📘 OPC UA / MQTT · IEC 62443Safety Instrumented System (SIS)
An independent Safety Instrumented System that takes the process to a safe state when limits are exceeded — separate logic solver, certified safety sensors, and final elements rated to a target Safety Integrity Level (SIL). Kept separate from basic process control.
📘 IEC 61511 / IEC 61508 (SIL)Motion Control & Robotics
Coordinated servo/motion controllers, CNC, and industrial robots that execute precise multi-axis motion for machining, pick-and-place, welding, and packaging. Synchronized to the line cycle for high-throughput, repeatable automation.
📘 ISO 10218 (Robot Safety)Field / Device Layer (Level 0)
Sensors (Temp, Pressure, Level, Flow)
Primary measurement elements that convert physical conditions — temperature, pressure, level, flow — into signals for the control system. Sensor accuracy and repeatability set the floor for SPC and process capability.
📘 ISA-95 Level 0 / ISA-5.1Transmitters
Field transmitters condition and scale a sensor signal into a standard 4–20 mA, HART, or fieldbus output for the controller. Smart transmitters add diagnostics, ranging, and digital data over the analog loop.
📘 HART / 4–20 mA (ANSI/ISA-50)Actuators (Valve, Damper, Cylinder)
Final control elements that act on the process — control valves, dampers, and pneumatic/hydraulic cylinders driven by controller output. The "muscle" that turns a control signal into a physical change in the process.
📘 ISA-75 (Control Valves)Motors & Drives (VFD)
Electric motors and Variable Frequency Drives that move pumps, fans, conveyors, and machinery. VFDs match speed/torque to demand, saving energy and enabling smooth, controllable motion across the plant.
📘 NEMA MG-1 / IEC 60034Instrumentation (Analyzers, Meters)
Online analyzers and meters — pH, gas, composition, energy, and flow metering — that provide quality and utility measurements beyond basic process variables. Critical for quality control and energy/emissions tracking.
📘 ISA-95 Level 0HMI / Local Operator Panel
Human-Machine Interfaces and local operator panels at the machine — touchscreens and pushbutton stations for setpoints, status, and manual control. The operator’s direct window into a single machine or cell.
📘 ISA-101 (HMI Design)RFID / Barcode Devices
Automatic identification devices — RFID readers/tags and barcode scanners — that track material, WIP, and assets through the plant. The data backbone for traceability, kanban signaling, and accurate inventory.
📘 ISO/IEC 18000 (RFID)Cameras & Vision Systems
Industrial cameras and machine-vision systems perform automated inspection, gauging, guidance, and defect detection at line speed. Vision turns quality checks into 100% inline inspection rather than sampling.
📘 ISA-95 Level 0Physical Process / Plant Layer
Raw Materials & Inputs
The starting point of the value stream — raw materials, components, and consumables received and staged for production. Inventory policy here (EOQ, reorder point, safety stock) balances carrying cost against stockout risk.
📘 ISA-95 Material ModelProcess / Production (Unit Operations)
The core value-adding transformation — machining, mixing, reaction, forming, or processing. Throughput here is governed by the bottleneck (Theory of Constraints) and measured by OEE; this is where takt time and line balancing apply.
📘 ISA-88 (Process Model)Assembly / Fabrication & Packaging
Assembly, fabrication, and packaging operations that combine components into finished products. Line balancing, standard work, and SMED quick-changeover keep these labor- and changeover-intensive stages flowing to takt.
📘 ISA-95 ProductionFinished Goods & Storage
Completed products held in finished-goods inventory awaiting shipment. Buffer sizing here trades service level against holding cost — the domain of safety stock and reorder-point policy tied to demand variability.
📘 ISA-95 Material ModelDistribution & Shipping
Outbound logistics — order fulfillment, loading, and transportation to customers and distribution centers. The end of the internal value stream and the start of the downstream supply chain, driven by the demand forecast.
📘 ISA-95 Level 4 (Logistics)Plant Utilities & Support Systems
Power Distribution & Electrical System
Medium/low-voltage distribution, switchgear, transformers, and motor control centers that power the plant. Reliable power and energy monitoring underpin uptime and the energy-management/ESG program.
📘 NFPA 70 (NEC)Steam System
Boilers, steam headers, and condensate return supplying process heat and, in some plants, cogeneration. A major energy consumer where trap maintenance and insulation drive efficiency.
📘 ASME BPVCCooling System (HVAC, Chillers)
Chillers, cooling towers, and HVAC providing process cooling and environmental control. Critical for product quality in temperature-sensitive processes and a significant energy load to optimize.
📘 ASHRAE StandardsCompressed Air System
Air compressors, dryers, receivers, and distribution feeding pneumatic actuators and tools. Often the most expensive utility per unit of energy — leak management and pressure optimization yield quick savings.
📘 ISO 8573 (Air Quality)Water & Wastewater Treatment
Intake treatment, process water supply, and wastewater/effluent treatment to meet discharge permits. Ties directly to environmental compliance and water-conservation goals in the ESG program.
📘 EPA / ISO 14001Fire Protection System
Fire detection, alarm, and suppression (sprinklers, special hazard systems) protecting people, assets, and continuity. A life-safety system designed and maintained to NFPA codes.
📘 NFPA 72 / NFPA 13Material Handling (Conveyors, AGVs)
Conveyors, AGVs/AMRs, cranes, and lift trucks that move material between stages. Material-handling design and routing are central to flow, layout, and eliminating transport waste in lean.
📘 ASME B20.1 (Conveyors)Building Services (Lighting, HVAC)
Facility lighting, comfort HVAC, and building systems supporting the workforce and operations. Managed for energy efficiency and a safe, productive working environment.
📘 ASHRAE 90.1 / IECCConnectivity & Network
Internet / Cloud
External cloud platforms and internet connectivity for analytics, remote monitoring, supplier/customer integration, and SaaS. Reached only through the DMZ to keep the OT environment isolated.
📘 IEC 62443 (Zones)Enterprise Network (Corporate LAN)
The corporate IT network (Purdue Level 4/5) carrying ERP, email, and business systems. Standard Ethernet/TCP-IP, managed by IT and segmented from the plant floor by the industrial DMZ.
📘 Purdue Level 4 / IEC 62443Industrial DMZ
A demilitarized zone with firewalls and brokers that mediates all traffic between the enterprise and plant networks. The IT/OT boundary that enforces segmentation per IEC 62443 — no direct IT-to-OT connections.
📘 IEC 62443-3-3 (Zones & Conduits)Plant Network (Operations LAN)
The operations/control network (Purdue Level 3) linking SCADA, MES, historians, and engineering workstations. Industrial Ethernet with deterministic performance and tight access control.
📘 Purdue Level 3 / IEC 62443Cell / Area Network
The lowest network tier (Purdue Levels 0–2) connecting PLCs, drives, I/O, and field devices via industrial Ethernet, fieldbus, and wireless. Where deterministic, real-time control traffic lives.
📘 Purdue Levels 0–2 / IEC 61158Industry Applications
Industry Applications
This ISA-95 architecture applies across discrete, process, and hybrid industries — oil & gas, chemical & petrochemical, pharmaceutical, food & beverage, automotive, metals & mining, power generation, water & wastewater, pulp & paper, and general manufacturing. The layers stay the same; the equipment and regulations change by sector.
📘 ISA-95 (discrete/process/hybrid)Sustainability & ESG
Sustainability & ESG
The sustainability layer threads through the architecture — energy management, emissions monitoring, waste management, water conservation, carbon-footprint tracking, and environmental compliance. Increasingly a first-class design driver alongside cost, quality, and safety.
📘 ISO 14001 / ISO 50001Cross-Cutting Systems & Enablers
Industrial IoT (IIoT) Connectivity
The connective tissue of smart manufacturing — networked sensors, edge devices, and platforms that stream asset and process data for analytics and remote insight. Underpins predictive maintenance and digital-twin initiatives.
📘 OPC UA / MQTTData Analytics & AI / Machine Learning
Advanced analytics and machine learning applied to operational data for forecasting, anomaly detection, predictive maintenance, and process optimization. Turns the historian and IIoT data lake into decisions.
📘 CRISP-DMCybersecurity (IT/OT Security)
Defense-in-depth across the IT/OT boundary — network segmentation, zones and conduits, access control, monitoring, and incident response per IEC 62443. Protects the control systems that run the physical process.
📘 IEC 62443 / ISA-99Digital Twin & Simulation
A live virtual model of the product, line, or plant fed by real-time data — used for what-if simulation, throughput analysis, and validating changes before they touch production. Discrete-event simulation tests flow and queuing decisions risk-free.
📘 Discrete-Event SimulationDocument Management & Collaboration
Controlled document management for SOPs, specifications, drawings, and records, with versioning and collaboration. The backbone of ISO 9001 document control and audit-ready traceability.
📘 ISO 9001 §7.5 (Documented Info)Training & Workforce Development
Operator training, skills matrices, and certification tied to standard work. Learning-curve effects and standardized training reduce variation and ramp new lines/products faster.
📘 ISO 10015 (Training)Change Management & Continuous Improvement
The improvement engine — kaizen, Six-Sigma DMAIC projects, and management-of-change discipline that sustains gains. Continuous improvement is what keeps the whole architecture getting better over time.
📘 PDCA / DMAICConnections & Networks
The connection, network, and signal types that tie the layers together — each shown as a colored line in the diagram above.
Ethernet / TCP-IP
Standard business/IT networking (IEEE 802.3, TCP/IP) carrying enterprise traffic between ERP, BI, and corporate systems over the Corporate LAN.
📘 IEEE 802.3 / TCP-IPIndustrial Ethernet
Deterministic, ruggedized Ethernet (PROFINET, EtherNet/IP, Modbus TCP) linking SCADA, DCS, and PLC controllers across the plant operations network.
📘 IEC 61784 / IEC 61158Fieldbus (PROFINET, EtherCAT…)
High-speed deterministic field networks (PROFIBUS/PROFINET, EtherCAT, FOUNDATION Fieldbus) connecting controllers to distributed I/O and smart field devices.
📘 IEC 61158Serial / Modbus / RTU
Legacy point-to-point serial links (RS-232/RS-485, Modbus RTU) for older instruments, drives, and remote terminal units.
📘 Modbus / EIA-485Analog / Digital I/O
Hardwired 4–20 mA / 0–10 V analog and discrete on/off signals between controllers and field sensors, transmitters, and actuators.
📘 ANSI/ISA-50.00.01Safety Communication
Certified safety buses (PROFIsafe, CIP Safety, FSoE) and hardwired safety circuits tying the SIS to safety-rated sensors and final elements.
📘 IEC 61508 / IEC 61511Wireless Communication
Industrial wireless (WirelessHART, ISA-100, Wi-Fi, cellular/5G, RFID) for mobile assets, hard-to-wire sensors, and IIoT connectivity.
📘 ISA-100.11a / IEC 62591Physical Flow / Material
Movement of physical material through the value stream — raw materials, work-in-process, and finished goods across the production stages.
📘 ISA-95 Material ModelInformation Flow / Data
Bidirectional data flow up and down the ISA-95 stack — setpoints, recipes, and schedules pushed down; measurements, status, and KPIs sent up.
📘 ISA-95 / IEC 62264